Last summer, I got a call from a packaging converter in Ohio. He was furious—an entire pallet of freshly printed bread bags had been rejected by the end client. The ink was flaking off like sunburned skin. His team had done everything right: the resin was premium, the press was dialed in, the plates were brand new. So what went wrong?
The answer wasn’t on the printing floor. It was four days earlier, in the gap between the winding station and the unwinding of the next process. The film’s corona treatment had decayed from 44 dynes/cm down to 36, well below the threshold needed for water-based ink adhesion. Nobody noticed, because the surface tension test happened after blowing, not before printing. That gap—the quiet interval between two separate machines—was costing them more than just a pallet of bags.
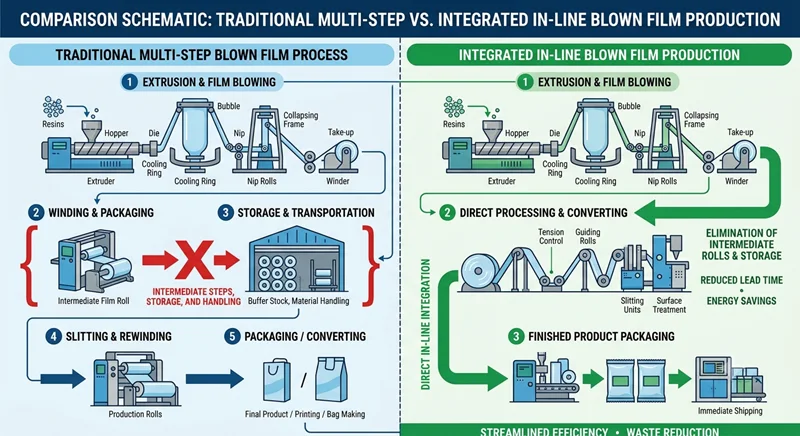
This story isn’t unique. It’s baked into the traditional workflow: extrude and wind on one line, store rolls for curing, then transport and unwind on a printing or converting line. Each break introduces a chance for surface energy to fade, for telescoping to creep in, for subtle gauge variations to compound into registration drift. If you’ve ever battled unexplained ink rub-off or out-of-register prints after a film ran beautifully off the winder, you already know the silent productivity killer I’m talking about.
The hidden tax of a disconnected process
Let’s break down what actually happens between pellets and printed rolls in a conventional setup. After the bubble collapses and the web is wound, the freshly treated surface begins to reorient itself. Corona treatment introduces polar groups to the non-polar polyethylene or polypropylene chain, raising surface energy. But those polar groups are mobile; over hours or days, they migrate away from the surface, especially under heat or with slip additives blooming. ASTM D2578 tests routinely show a drop of 2–6 dynes/cm within 48 hours of treatment (source: TAPPI/PLACE studies on corona decay). If your printing press operator checks the film and finds it below 38 dynes/cm, the roll may need retreatment or, worse, be downgraded.
Then there’s the winding itself. A standalone blown film line often prioritises production speed over the web flatness required by a downstream central impression press. Subtle gauge bands, invisible to the naked eye on a winder, become hard ridges on an unwinding roll, causing chatter at the printing nip. The tension memory set during cooling and winding fights the dancer rollers on the converter. You end up adjusting press parameters film by film, absorbing setup waste that could have been designed out from the start.
Why integration changes the physics, not just the layout
An integrated approach—coupling the extrusion stage directly with in-line treatment, and in some cases with printing or laminating units—changes the operational chemistry entirely. The film never sits on a wound roll long enough for corona treatment to decay meaningfully. Surface energy is measured in-line, immediately after treatment and just before the coating or ink transfer point. Instead of chasing a moving target, the operator maintains a steady-state condition: if energy dips, treatment power adjusts within seconds.
This also eliminates a whole class of winding-related defects. Because the web moves straight from the collapsing frame through a closed tension zone into the next processing step, there’s no opportunity for “soft” wound rolls to telescope, no static buildup on stationary rolls, no edge damage from handling. Multi-layer films destined for high-end flexo printing—think barrier laminates for coffee or pet food—retain their flat, low-distortion profile from bubble to printed reel. For these demanding applications, more processors are turning to fully integrated blown film production systems that maintain closed-loop tension and surface treatment.
Beyond surface energy, integration enables real-time gauge control with immediate feedback to the bubble. A capacitive gauge sensor scanning the layflat can signal the air ring or IBC system to correct thickness variation while the film is still in its molten state. The result: better thickness profiles show up as lower standard deviations in the printed roll. That means faster press speeds, lower ink consumption, and less trapped air in lamination—all traced back to a single, uninterrupted conversion path.
What to look for in an integrated line
If you’re considering moving to an integrated setup, start by focusing on three technical areas:
-
Treatment architecture – Does the line offer ceramic electrode corona treaters with matched power supplies capable of closed-loop dyne level control? For complex substrates like nylon-EVOH coextrusions, you may need ozone-laden treatment chambers and immediate water-quench capabilities to maintain bond strengths above 10 N/15mm. The traater should be positioned where the film temperature and residual solvents are within the optimal window for oxidization, typically right after the nip rolls and before the first idle roller that could recontaminate the treated side.
-
Web transport and tension isolation – The transition from blown film tower to printing unit demands razor-sharp tension isolation. Look for driven nip sections with load-cell feedback and a series of floating dancers that decouple the extrusion’s variable bubble dynamics from the constant-demand infeed of a central impression cylinder. S-wrap pull rollers with diamond-particle coating can maintain a positive grip on low-friction films without introducing heat-induced stretch. This is an area where in-line surface treatment and printing options really prove their worth, because the tension design determines whether you can run at full extrusion speed without sacrificing print registration.
-
Modularity and future-proofing – Not every processor needs inline printing on day one. Some start with integrated treatment and edge-guide slitting, then add a printing deck later. Ask whether the base frame includes pre-punched mountings, Ethernet-based motion control ready for additional axis synchronization, and the physical space for a drying tunnel. Modular architectures let you test the market with a lower capex while preserving the ability to upgrade when a contract demands faster turnaround or shorter-run capabilities.
Matching the system to the application
Integration isn’t one-size-fits-all. A 3-layer LDPE stretch film line that runs at 200 m/min may never need on-press printing, but it can still benefit from in-line edge fold, slitting, and coreless winding. A 7-layer barrier line for retort pouches, on the other hand, might require in-line flexo, nitrogen blanket curing, and camera-based registration verification. The key is to work backward from the final reel spec: what grammage, dyne level, print repeat length, and lamination bond strength does the converter need? Then design the line forward to deliver those specs without intermediate winding.
Some of the most reliable setups I’ve seen place an inspection station right after the print deck, so the operator sees the final result while still adjusting the bubble. If a gauge band starts to create a recurring print defect, the correction happens in seconds, not after a 500-kg roll has been wasted. This tight loop between process and output turns a quality lab function into an operator’s real-time dashboard.
Manufacturers like Yongbang have developed modular blown film lines that grow with your needs, offering extruders, spirally-mandrel dies, and downstream treatment units that can be configured for today’s requirement while accommodating tomorrow’s add-ons. Whether you’re currently producing plain tubing and aiming to move into pre-printed e-commerce mailers, or you’re a seasoned converter who wants to eliminate off-line corona retreating, the right modular platform means you invest incrementally rather than starting from scratch.
Is integration right for your operation?
The decision usually comes down to a simple calculation: add up the value of film lost to surface-energy decay scrap, the labour for double-handling rolls, and the press downtime caused by gauge variation. In many plants, that number exceeds 8–12% of total film output. Integrated lines don’t just reduce that percentage; they turn a multi-department blame cycle into a single-point control loop. If the film prints well, you already know the extrusion parameters were correct.
That said, integration also demands a different skill set. Operators need to understand both the viscoelastic behaviour of a blown bubble and the ink transfer dynamics of a flexo chamber. Training is non-negotiable. A helpful starting point is to work with a supplier who provides process-development support, not just an installation manual. If you’d like to explore whether an integrated approach makes sense for your specific film-to-print challenge, you can get expert advice on configuration and line layout. Sometimes a 20-minute whiteboard session outlining the material flow and treatment checkpoints reveals opportunities that a formal RFP misses.
Looking forward: the next frontier
As brand owners push for shorter time-to-shelf and more sustainable packaging, the pellet-to-print philosophy is gaining ground. Downgauging films that still need to perform on high-speed flexo presses requires layer distribution precision that only a synchronized extrusion-printing system can deliver. Likewise, the move toward mono-material PE laminates (designed for store drop-off recycling) puts extreme demands on surface treatment consistency, because the same PE surface must now accept ink, barrier coatings, and heat-seal lacquers in a single pass. Integrated lines with cascaded treatment modules are proving to be the most robust way to meet those multi-functional surface demands without solvents or primers.
The converter who phoned me last year eventually switched to an integrated setup with closed-loop surface-energy control. Six months later, the same brand owner that rejected the bread bags signed a three-year contract with zero ink-adhesion rejections. The technology didn’t just fix a quality problem—it reshaped the trust relationship between supplier and customer. And in the packaging business, trust is the ultimate margin.
 Brochure Download
Brochure Download FAQ
FAQ
